Извлечение
никеля из полировальных ванн для никелированияМатериалы / Извлечение никеля из полировальных ванн для никелирования / Извлечение
никеля из полировальных ванн для никелированияСтраница 2
Желательно, чтобы отфильтрованные кислые промывные воды подавались из резервуара 10 в никелировальные ванны 3 и 4 насосом 15 через вентили 17 и 18 непрерывно или через определенные интервалы со скоростью равной скорости вывода никелировального раствора из ванн 3 и 4. В этом случае уровень жидкости в ваннах 3 и 4 будет оставаться практически постоянным, а химический состав и величина рН раствора будут практически одинаковыми в течение всего процесса.
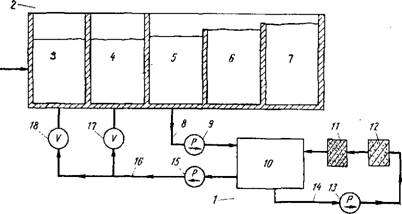
Рис. 1 - Схема процесса выделения и повторного использования никелирующих растворов из полировальных ванн, уносимых с обрабатываемыми деталями
Для лучшего фильтрования смеси промывных вод и кислоты из резервуара 10 предпочтительно, чтобы смесь рециркулировалась насосом 13 через фильтры 11 и 12 со значительно большей скоростью, чем скорость удаления смеси из резервуара насосом. В результате этого смесь перед возвращением в ванны 3 и 4 может несколько раз пройти через фильтры 11 и 12.
В случае необходимости можно использовать устройство для автоматического поддержания постоянного значения рН в резервуаре 10 путем добавления небольших количеств кислоты. Фильтр 12 представляет собой бумажный фильтр или специальный патрон фирмы «Саммит Сайентифик оф Резерфорд, Ныо Джерси». Фильтр 17 выполнен из активированного угля; например может быть использован импрегниро-ванный фильтр из активированного угля «Карбо Клир» сечением 25 см, содержащий ~115 г угля. Этот фильтр также производится вышеупомянутой фирмой.
Ванны 3 и 4 заполняются обычными никелировальными растворами, содержащими 300-550 г/л хлорида и сульфата никеля и 30-40 г/л борной кислоты. Величина рН раствора должна составлять 2-5, предпочтительно 3-4. Процесс обычно проводят при температуре 21-82°С, предпочтительно при 55-65 °С. Для повышения коррозионной стойкости покрытия в растворе в полуполировальной ванне низкое содержание серы и обычно не содержится органических полирующих добавок.
В полировальной ванне в растворе содержатся различные полирующие добавки, являющиеся органическими веществами, по меньшей мере часть из которых содержит серу. В результате этого содержание серы здесь значительно выше, чем в полуполировальной ванне. Некоторые из полирующих добавок описаны в патенте США 3 288574 и в приведенных в нем ссылках. Кислый водный раствор в промывных резервуарах 5, 6 и 7 имеет величину рН = 1,5-5-2,5 и температуру 15-30 °С.
Промышленность выпускает готовые составы для никелировальных ванн, которые позволяют успешно проводить процесс. В процессе работы часть водной смеси выводится из промывного резервуара 5 насосом 9 с малой скоростью и подается в резервуар 10, где ее смешивают с соляной или серной кислотой в количествах, достаточных для поддержания величины рН смеси ~3,0, предпочтительно 2,0-2,5. Смесь из резервуара 10 циркулируется насосом 13 через фильтры 11 и 12, проходя через них несколько раз и возвращаясь в резервуар 10. На фильтре 12 происходит удаление твердых частиц, а на фильтре // абсорбция органических полирующих добавок. После фильтрования очищенный раствор может быть возвращен как в полуполировальную, так и в полировальную ванны 3 и 4. В случае необходимости в полуполировальную ванну 3 добавляют соли никеля, а в ванну 4 полирующие добавки.
Описанный способ позволяет наносить на металлические или пластмассовые изделия полуполированный слой никеля толщиной 0,012 мм и полированный слой никеля толщиной 0,075 мм. Процесс достаточно производителен. При площади покрытия на каждом изделии ~ 1,8 м2 за час обрабатывается ~ 100 изделий. Раствор в полуполировальной ванне содержит 240 г/л NiS04, 45 г/л NiCl2 и 53 г/л борной кислоты; рН = 3,2. Раствор в полировальной ванне содержит ~240 г/л NiS04, 75 г/л NiCla и 53 г/л борной кислоты; рН ~ 3,6. Температура никелировальных ванн составляет ~63 °С, а температура на первой стадии промывки ~27°С.
Смотрите также
Строение и свойства полимеров
Полимерные
вещества внедрились во все сферы человеческой деятельности – технику,
здравоохранение, быт. Ежедневно мы сталкиваемся с различными пластмассами,
резинами, синтетическими волокнам ...
Гелий (Helium), Не
18 августа 1868 г. ожидалось полное солнечное затмение. Астрономы всего мира деятельно готовились к этому дню. Они надеялись разрешить тайну протуберанцев - светящихся выступов, видимых в момент полно ...
Катализаторы в нефтепереработке
Цели
работы:
Ø
Узнать об основных функциях катализаторов
Ø &nbs ...